7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2020-11-27 10:09:24
點擊:1858
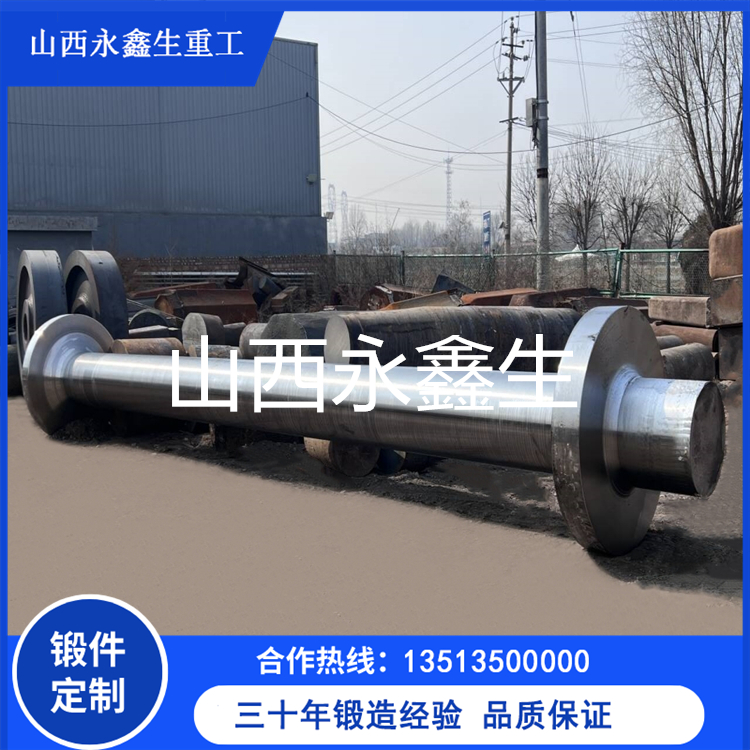
管模是用于生產離心球墨鑄鐵管道裝置的大型精密模具,屬鑄管行業主要消耗性備件,市場需求量巨大。管模按生產方式區分主要有整體 鍛造管模和熱模法離心鑄造管模。大型整體鍛造管模對設備工裝、制造工藝及產品質量要求極其嚴格,鍛件制造難度極大。
管模鍛造工藝技術分析
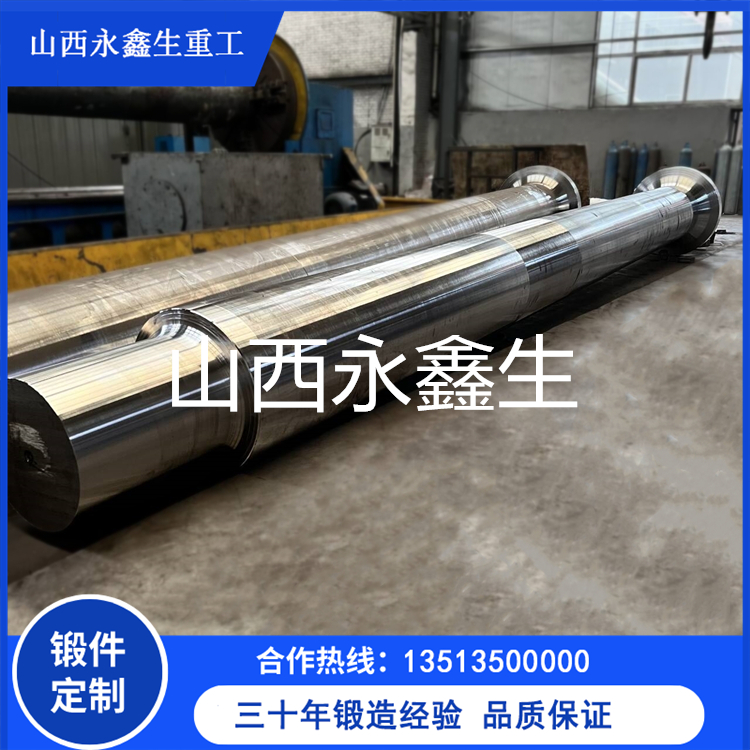
長套類鍛件鍛造工藝流程 :冶煉一鑄錠一鋼錠壓鉗口、倒棱一熱割肩、切錠尾一鐓粗、拔長下料一 沖孔一馬杠擴孔一預拔長制坯一芯棒拔長一出成品。傳統鍛造方法成型時一般采用長度大于鍛件總長的芯棒執行拔長工序。由于缺少長度大于9m 的 ?1400m m 專用 5m 的?1400m m 短芯棒執行拔長工序。現有短芯棒沒有中心過水冷卻孔且斜度小,拔長過程中芯棒長時間受熱膨脹,且芯棒受壓后產生變形,極易與坯料“抱死”不動,使芯棒無法進退不能完成后續拔長工序。當坯料長度超過5m時,拔長時芯棒在坯料中的進退及砧子的壓料位置難以精準控制,容易壓空。由于鍛件外型復雜、規格巨大,需采用大鍛造量芯棒拔長工序,以提高拔長效率。若成型過程產生坯料彎曲變形,則芯棒很難再次進入坯料,修整工序將很難繼續進行。鍛件同軸度 內外表面質量對后期加工過程的影響也較大。另外,拔長過程中隨坯料壁厚減薄溫降加快,鍛造溫度大幅降低時易出現表面裂紋,必須增加鍛造火次。再者鍛件內孔尺寸大且壁厚薄,拔長后期較難收口,管模端部容易呈現“喇叭口”缺陷。

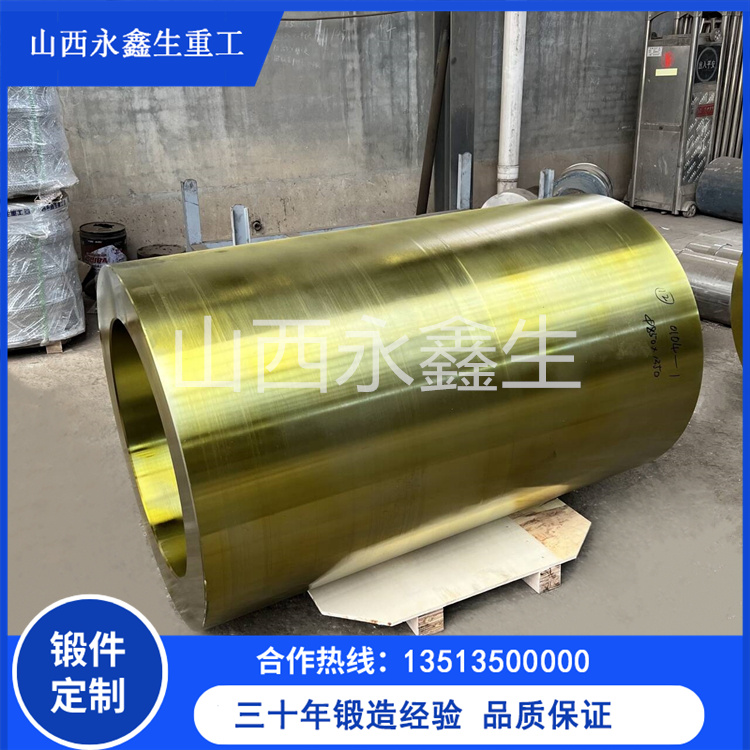
段,根據金屬流動規律,制定芯棒端頭拔梢度方案。沿管模端部旋轉輕壓,使端部金屬逐漸緊貼芯棒外壁 ,有效消除“喇叭口”缺陷。制造過程 中,采用多火次分段成型 、最后階段“退芯棒”拔長、錯砧點擴、芯棒端頭拔梢度等工藝技術,有效確保 了鍛件成型質量。兩件管模經外形尺寸、超聲檢測及性能檢驗,均滿足用戶技術協議要求。

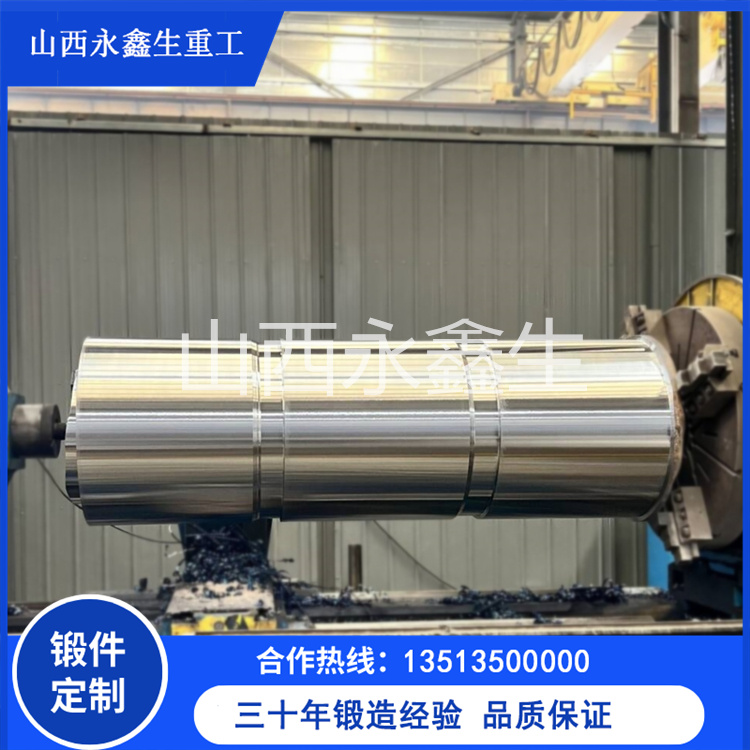
(1)利用短芯棒,采用多火次分段成型方案執行薄壁長套類管模鍛件拔長工序,具有工藝技術可行性。
聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 13513500000
傳真: 0350-6080556
電話: 13513500000
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼